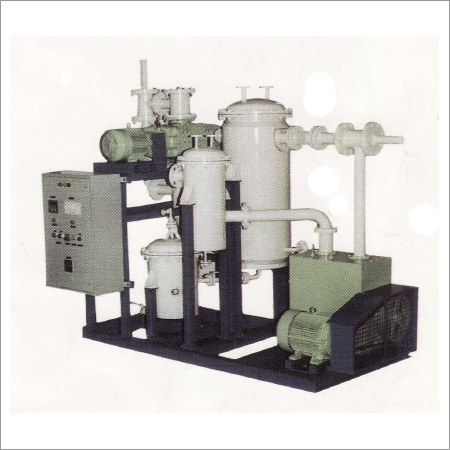
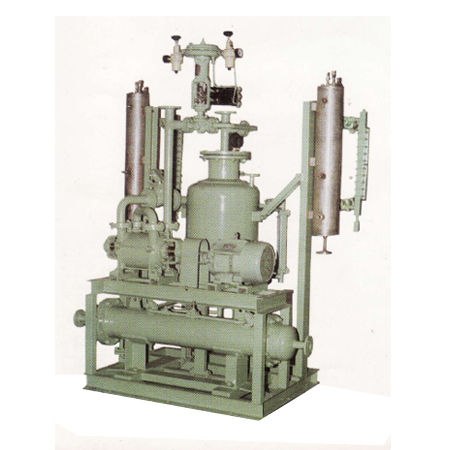
About Oil Sealed High Vacuum Pump
JEBIVAK PUMPS are manufactured 1958 in
our well-equipped factories by keeeping up their
technique with the modern pace to meet the complex
and varied needs of industries and institutions.
JEBIVAK High vacuum pump is oilimmersed
rotary vane type. The main assembly consists of a
main body with a rotor (Piston mounted eccentrically
in it. The rotor provided with two vanes opposite each
otherwith springs in between, which press against the
inner wall of the main body. As the rotor evolves, the
vanes move in and out the rotor and weep the air
Space twice per revolution.
Material of construction is properly chosen
graded Cast lron from our own well equipped foundry.
All parts are precisely machined, micro-finished and
assembled to close tolerances for high efficiency
lasting over long period.
Accumulated experience and research in the
field, strict supervision and quality control by qualified
and experienced engineers, ensure that every pump
is reliable, technically proved to give trouble free long
service
Robust and Reliable PerformanceCrafted for demanding environments, this oil-sealed rotary vane pump offers powerful vacuum capability and consistent output. The cast iron construction and anti-corrosive coating guarantee durability, while high vacuum pump oil ensures optimal lubrication and extended maintenance cycles. Users can rely on this technology for continuous, stable operation across a broad range of applications.
Versatile Applications and CompatibilityIdeal for laboratories, industrial setups, research facilities, pharmaceuticals, and chemical processing, this high vacuum pump adapts seamlessly. Equipped with standard BSP/NPT port sizes and a range of motor and voltage options, it easily integrates with existing systems, providing flexibility for both exporters and domestic users alike.
FAQs of Oil Sealed High Vacuum Pump:
Q: How does the oil sealed high vacuum pump operate and generate vacuum?
A: The oil sealed high vacuum pump uses rotary vane technology, where vanes trap air and oil lubricates the moving parts, creating a tight seal. As the vanes rotate, air is compressed and expelled, resulting in the creation of a high vacuum, capable of reaching an ultimate pressure of 5 x 10^-2 mbar.
Q: What maintenance is required for this vacuum pump and how often should the oil be changed?
A: Routine maintenance includes checking oil levels and quality, cleaning the inlet filter, and inspecting seals. The oil should be changed based on usage intensity or whenever it appears contaminatedtypically every 500-1,000 operating hours for optimal performance.
Q: Where can this oil sealed high vacuum pump be used effectively?
A: This pump is designed for diverse environments, such as laboratories, industrial workspaces, research institutions, and pharmaceutical or chemical processing plants, due to its robust construction and reliable vacuum performance.
Q: What are the key benefits of using an oil sealed high vacuum pump over dry pumps?
A: Oil sealed high vacuum pumps provide higher vacuum levels, quieter operation ( 68 dB), improved cooling, and reduced wear on moving parts, resulting in longer service life and lower overall maintenance compared to dry pumps.
Q: How is the pump installed and mounted for optimal performance?
A: The pump is base mounted for stability, and should be set on a level surface with adequate airflow for efficient air cooling. Standard BSP/NPT ports allow easy attachment to existing vacuum lines, while single or three-phase motors accommodate various electrical setups.
Q: When is it necessary to use accessories like inlet filter, oil mist filter, and exhaust valve?
A: These accessories are essential during regular operation to prevent contaminants entering the pump, control oil mist emissions, and manage exhaust flow, thereby extending pump life and maintaining a cleaner work environment.
 Send Inquiry
Send Inquiry





 Send Inquiry
Send Inquiry
