Call: 08071930328
 Send Inquiry
Send Inquiry
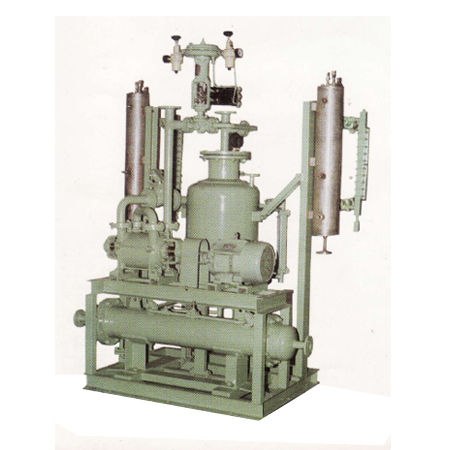
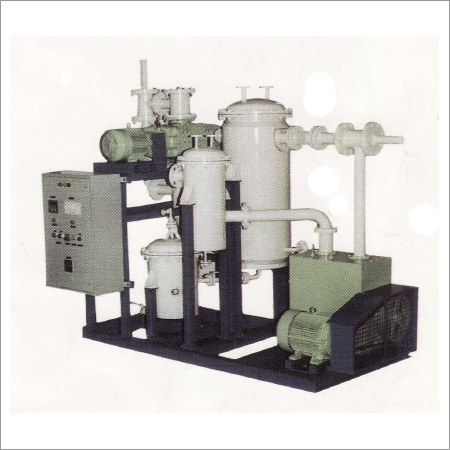
Solvent Recovery Systems
Customers need being our prime importance we manufacture, export and supply an exquisite array of Solvent Recovery System. The recovery system is sturdily & compactly engineered, light weighted and free of vibration with simple gear locking arrangement for boosters. Solvent Recovery System is used for fractional distillation, solvent recovery, vacuum drying & coating and oil drying. Manufactured using high grade quality material this system can be availed at affordable prices by our esteemed clients across the globe.
Further Details:
Pumpset : MB-43 Booster backed by JEBIVAK Liquid ring Vacuum pump model JVD-20 complete with cooling and recirculation arrangement
Duty : 1000 M3/Hr. at 15 Torr
Application : Fractional Distillation and Solvent Recovery .
FEATURES
High volumetric efficiency.
Low operating cost due to elimination of consumables and reduced pump-down time.
High reliability cause of precise machining assembly and vibration free rotation by dynamically balanced lobes & impellers.
Compact ,light, weight,robust, construction with quick and smooth operation.
Simple gear locking arrangement for boosters.
APPLICATIONS
Vacuum Furnaceos
Oil drying and degassing
Vacuum Drying/Freez Derying
Vacuum coating( metallising)
lmpregnation(transformer/capacitor s)
Vacuum Distillation
Vacuum Packaging Space Simulation


Price:

Condition : New
Material : Other, Cast Iron
Processing Type : Other, Vacuum Pumping
Dimension (L*W*H) : Varies By Model
Application : Industrial, Laboratory, Pharmaceutical, Chemical and Food Processing
Power Mode : Electric

Condition : New
Material : Other, Cast Iron
Processing Type : Other, Automatic
Dimension (L*W*H) : Varies by Model
Application : Industrial Vacuum Process, Pharmaceutical, Food Packaging, Chemical, Plastic, Laboratory
Power Mode : Electric
Condition : New
Material : Other, Stainless Steel
Processing Type : Other, Solvent Recovery
Dimension (L*W*H) : 1200 mm x 850 mm x 2000 mm
Application : Solvent purification and distillation in chemical, pharmaceutical, and paint industries
Power Mode : Electric
Condition : New
Material : Other, Mild Steel
Processing Type : Standard
Dimension (L*W*H) : Customizable as per requirement
Application : Industrial, Chemical, Pharmaceutical, Food Processing, Vacuum Drying, Distillation, Dehydration
Power Mode : Electric
GST : 27AAACJ7139A1ZV

 Send Inquiry
Send Inquiry
