About Solvent Recovery Equipment
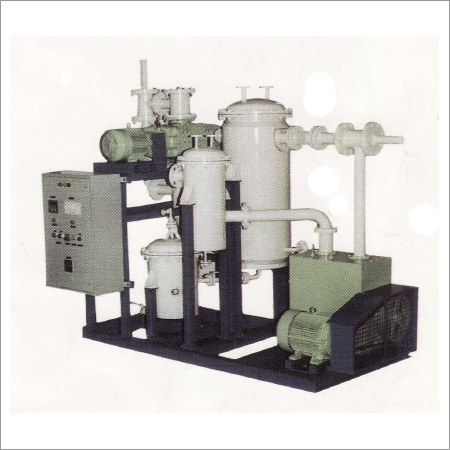
Solvent Recovery Equipment
Pumpset : JEBIVAK Liquid ring Vacuum pump model JVD-20 of 200 M/Hr capacity along with cooling and recirculation arrangement.
Duty : 110M/Hr at 50 torr
Application : Distillation and Solvent Recovery
FEATURES
- High volumetric efficiency.
- Low operating cost due to elimination of consumables and reduced pump-down time.
- High reliability cause of precise machining assembly and vibration free rotation by dynamically balanced lobes & impellers.
- Compact ,light, weight,robust, construction with quick and smooth operation.
- Simple gear locking arrangement for boosters.
APPLICATIONS
- Vacuum Furnaceos
- Oil drying and degassing
- Vacuum Drying/Freez Derying
- Vacuum coating( metallising)
- lmpregnation(transformer/capacitor s)
- Vacuum Distillation
- Vacuum Packaging Space Simulation
Versatile Solvent Recovery for Industrial ApplicationsOur equipment supports a broad range of industrial applications, including chemical, pharmaceutical, and paint manufacturing. The robust stainless-steel construction and corrosion-resistant coating ensure long-term reliability, even under demanding operating conditions. Variable working speeds and adjustable pressure output add flexibility for diverse operating environments.
Advanced Technology for Safe and Efficient RecoveryEmploying a combination of distillation and condensation technologies, this recovery system maximizes solvent reclamation while minimizing waste. A fully equipped control panel grants operators complete command over the process, ensuring safety and operational simplicity. Accessories such as the condensation unit and collection vessels make this system ready to use out-of-the-box.
Designed for Indian and Global MarketsAs an accomplished exporter, importer, manufacturer, and supplier based in India, we offer this equipment to both domestic and international clients. Its standardized dimensions make integration straightforward for various plant layouts. Whether upgrading existing operations or setting up a new facility, this solvent recovery solution delivers performance and consistent results.
FAQs of Solvent Recovery Equipment:
Q: How does the solvent recovery equipment operate within industrial settings?
A: This equipment utilizes distillation and condensation processes to separate and reclaim solvents from waste streams. By heating the mixture, the solvent vaporizes and is then condensed back into liquid form, ready for reuse. The stainless-steel build and corrosion-resistant coating make it suitable for continuous operation in demanding industries like pharmaceuticals, chemicals, and paints.
Q: What are the primary benefits of using stainless steel in this solvent recovery system?
A: Stainless steel provides excellent resistance to corrosion and chemical damage, which is crucial for handling diverse industrial solvents. It also offers high strength and durability, ensuring a long equipment lifespan even under consistent use. This minimizes maintenance requirements and contributes to safer, cleaner operations.
Q: When should industries consider adopting solvent recovery equipment?
A: Industries should opt for solvent recovery when handling large volumes of expensive or hazardous solvents, or when regulations require waste minimization. Implementing this equipment allows for cost-effective recycling of solvents and helps businesses meet environmental compliance standards.
Q: Where can this solvent recovery equipment be installed and integrated?
A: The equipments standardized dimensions (1500 x 900 x 1800 mm) and modular design allow for seamless integration into various industrial facilities. It is particularly well-suited for chemical, pharmaceutical, and paint manufacturing plants, whether in India or internationally.
Q: What is the solvent recovery process used in this system?
A: The process involves heating contaminated solvent mixtures to separate volatile components through distillation. The vaporized solvent is then cooled in the condensation unit, transforming it back to a purified liquid collected in dedicated vessels. This process is controlled via an easy-to-use control panel to ensure optimal recovery and safety.
Q: How can users control and monitor the recovery process?
A: Operators use the integrated control panel to set working speed and adjust pressure output according to the solvent type and load. The panel gives real-time feedback, enabling precise management of each phase of the recovery process for maximum efficiency and safety.
Q: What advantages does this solvent recovery unit offer over conventional disposal methods?
A: Recovering solvents onsite reduces the need for external disposal, lowering costs and environmental impact. It enables reuse of valuable chemicals, helps maintain regulatory compliance, and promotes sustainable manufacturing practices, adding tangible value to any industrial operation.
 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry
